Formica Group, the inventor of laminate, has been surfacing spaces for 100 years.
For 100 years, the story of the Formica® brand has been one of discovery and innovation. Formica is an iconic brand inextricably linked to the invention of the original High Pressure Laminate (HPL).
1913-1927
The era of laminate
Our founders, electrical engineers Daniel J. O’Conor and Herbert A. Faber discover that high-pressure plastic resins can be used to make electrical parts, replacing the mineral mica, and establish the Formica Products Company in 1913. As they were searching for a substitute “for” an insulation material “mica,” they coined the name “Formica.”
By 1930, the Company begins to make the shift from industrial applications to decorative laminate products.
1931-1949
A new focus
Colorful, durable and cigarette-proof, Formica® Brand Laminate become a popular choice for the interiors of cafes and nightclubs, as well as railway cars and luxury ocean liners like the RMS Queen Mary. But as the U.S. enters World War II, The Formica Insulation Company focuses on military production through the war’s end.
1950-1958
The post-war boom
During the post-war boom, sales of Formica Brand Laminates reach $24 million and the Company advertises vigorously to promote designs such as Brooks Stevens’ iconic “Skylark” pattern. Raymond Loewy Associates creates the Company’s “Sunrise” line and Prince Sigaard Bernadotte of Sweden, the classic “VirrVarr” pattern.
1960-1983
Design and innovation
Formica Brand Laminates become a symbol of modern lifestyles and the Company begins to build a worldwide presence. Formica Corporation also continues to emphasize design, establishing the Design Advisory Board and organizing “Surface and Ornament,” an exhibition of ColorCore® laminate artwork that debuts at the Art Institute of Chicago.

The Manufacturing
Process
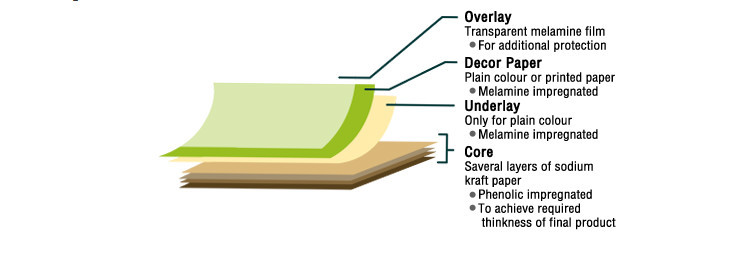
Impregnating the paper
- 1 The process begins by soaking strips of paper in resin. Decorative plastic laminates can be made in different grades or thicknesses, depending on its intended use. There may be from 7-18 layers of paper combined into the final sheet. The bottom layers are kraft paper. The paper comes in ribbons of different widths, commonly of three, four, or five feet. The kraft paper is run through a “bath tub” or vat containing phenolic resins. The paper for the top layer of the sheet is translucent. This is run through a vat of melamine resin. The layer just beneath the top is the decorative layer. This is a sheet of paper printed with the color or design that will show through the clear top layer for the desired surface pattern. This sheet is also run through a melamine vat.

Drying
- 2 The resin-impregnated sheets are then put into a drying chamber. Next, they are cut and stacked in layers. The clear layer and the decorative layer are on top of the kraft paper.
Thermosetting
- 3 The layers of paper are then loaded onto a flat-bed hydraulic press for final curing. The press compresses the sandwich of resin-soaked paper at 1,400 psi, while heating it to a high temperature. The heat catalyzes a reaction in the resins. The phenol (or melamine) and formaldehyde molecules

attach to each other in an alternatingchain fashion, releasing water molecules in the process. The resins flow together and then set. Thermosetting converts the paper sheets into one single, rigid laminated sheet. This sheet is dry and insoluble, and it cannot be shaped or molded, even at high temperatures.
Finishing
- 4 The dry sheet is cut into the desired size and shape. It may also be bonded to a building material such as plywood, flakeboard, fiberboard, or metal


